
- Mudel: VK-TFS-005U
- Toide: AC220V 50/60HZ ühefaasiline
- Energiatarve: 2,6Kw
- Tööõhurõhk: 0,6 MPa
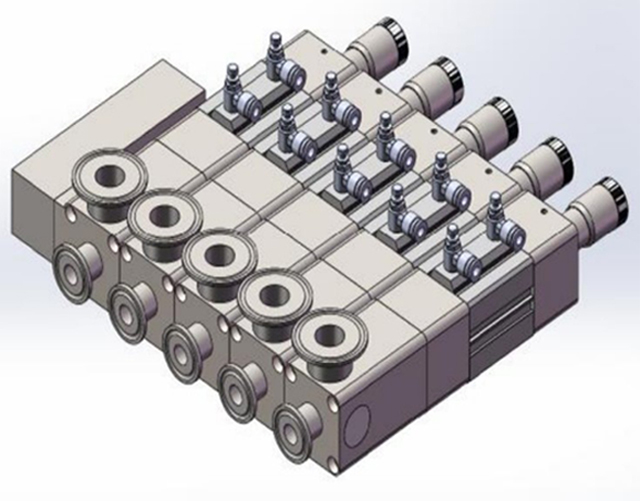
- Täitepump: 5 komplekti keraamilisi pumpasid
- Sobiv materjal: essentsi või veetaolised tooted
- Sobiv torumaterjal: PE (masintesti jaoks tuleb esmalt võtta toruriba proovid)
- Täitmisvahemik: 0,3-10 ml Täitmise täpsus: ±0,5%
- Max Tihendi pikkus: 140 mm Max. kõrgus: 120 mm
- Tootlikkus: 15-20 toruriba/min
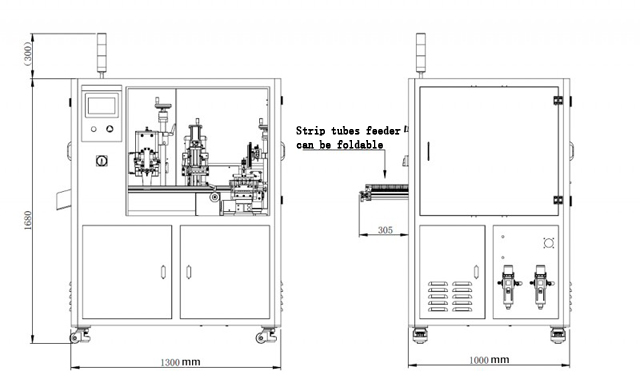
- Mõõdud: 1300*1300*1950mm
- Pakendi suurus: 1450 * 1350 * 1890 mm
- Täismass: 514 kg
- HS kood: 84223090
Plasttorude sulgemismasinaid kasutatakse tootmisliinil mitmesuguste vedelate või geeltoodete, sealhulgas toidu koostisosade, kosmeetika, liimide ning farmaatsiakreemide ja ravimite hermeetiliseks sulgemiseks.
Plasttorud suletakse mitmel viisil, olenevalt toru materjali tüübist ja torus sisalduvast tootest. Tihendamismeetodid hõlmavad kuumaõhu-, ultraheli-, impulss- ja kuumtihendamisvõimalusi.
Näiteks komposiittorud on valmistatud õhukeste alumiinium- ja plastmaterjalide kombinatsioonist, mis on kokku pandud tugeva painduva toru moodustamiseks. Seda tüüpi tuube kasutatakse tavaliselt hambapastatuubidena, mis on tõenäoliselt kõige populaarsemad tuubid, mida tarbijad iga päev poodidest ja supermarketitest ostavad.
Põhiparameetrid

- Mudel: VK-TFS-005U
- Toide: AC220V 50/60HZ ühefaasiline
- Võimsus: 2,6Kw
- Tööõhurõhk: 0,6 MPa
- Täitepump: 5 komplekti keraamilisi pumpasid
- Sobiv materjal: essentsi või veetaolised tooted
- Sobiv torumaterjal: PE (masintesti jaoks tuleb esmalt võtta toruriba proovid)
- Täitevahemik: 0,3-10ml
- Täitmise täpsus: ±0,5%
- Max Tihendi pikkus: 140 mm
- Max kõrgus: 120 mm
- Tootlikkus: 15-20 toruriba/min
- Mõõdud: 1300*1300*1950mm
- Pakendi suurus: 1450 * 1350 * 1890 mm
- Täismass: 514 kg
- HS kood: 84223090
- Masina korpus: 304# roostevaba teras
Toru täitmise ja tihendamise tööprotsess
Tühjad torud viiakse lahtiste otstega torutäitmismasinasse ja hoitakse punkris automaatseks söötmiseks täitmismasinasse. Mõnel juhul võib täitmismasinatele käsitsi lisada lahtiste otstega torusid väiksemate tiraažide ja katseproovide tootmiseks. Mõned tootmisliinid kasutavad kiireid robotmasinaid torude laadimiseks täitemasinate litritesse.
Kui toru asetatakse püsti, avatud ots ülespoole, lastakse toru lahtisesse otsa düüs, et puhuda torusse ioniseeritud õhku, et eemaldada prügi, mis seejärel vaakumiga eemaldatakse.
Seejärel on toru täitmiseks valmis ja düüs laskub toru lahtisesse otsa, et toode puhtalt doseerida, hoides end torus peaaegu toote tasemel, et vältida kokkupuudet tootega ja hoida toru sulgemisala. toru puhas ja tootepritsmeteta.
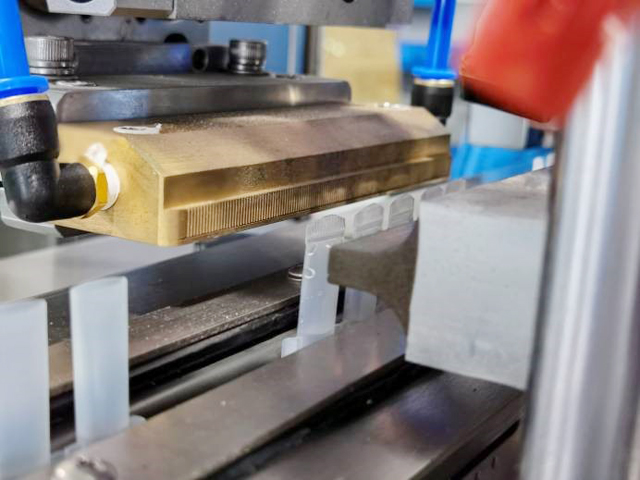
Kui toru on täidetud õige koguse tootega, viiakse see plasttoru sulgemismasinasse, kus puhutakse ettevaatlikult kuuma õhku ümber toru lahtise otsa, et plast pehmendada.
Seejärel suletakse toru, kus tihenduslõuad kinnitavad toru soojad plastseinad kokku. Kuna toru ots on kuuma õhuga soojendatud, keevituvad kaks seina kokku, hoides mõlemad küljed koos ja sulgedes toru.
Kuumtihenduslõugadele võib sageli olla paigaldatud vahetatavad märgid, et pressitud plasttihendisse trükkida partii kood, loomise kuupäev või kasutusaeg/aegumiskuupäev.
Seejärel lõigatakse toru, kus liigne plast lõigatakse tihendi küljest ära, et jätta torule puhas esteetiline välimus ja viimistlus. Valmis torusid saab seejärel kontrollida, enne kui need pakitakse mis tahes järgmisesse pakendisse, näiteks kastidesse või kaubamärgiga pakenditesse.
Peamised osad:

Puutepaneel: WEINVIEW, Hiina Taiwan
Fotoelektriline lüliti: Omron, Jaapan
Masina PLC: Mitsubishi Jaapan
Keraamilised pumbad puuteekraaniga ja PLC: Coolmay China
Servomootor ja juht: Lichuan China
Sammumootor ja juht: Leadshine China
Silinder ja solenoidklapp: AirTac TaiWan
Omadused



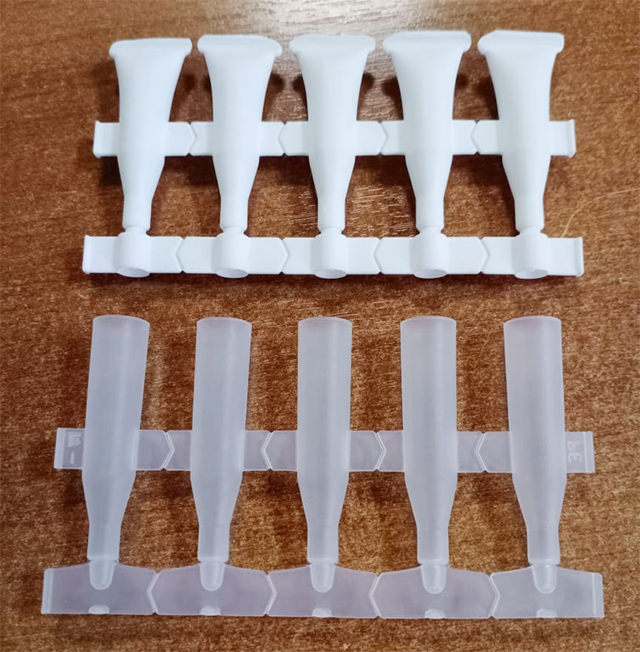
- Masin on spetsiaalselt ette nähtud 5 ühes torude jaoks, sobib 5 ühes torude masstootmiseks.
- Manuaalne toru etteandmine, automaatne täitmine, tihendamine, otste kärpimine.
- Kasutab ultraheli tihendustehnoloogiat, ei vaja soojenemisaega, stabiilsem ja korralikum tihendus, puudub moonutus ja madal tagasilükkamismäär alla 1%.
- Sõltumatu teadus- ja arendustegevus digitaalse ultraheli automaatse jälgimise elektrilise juhtpuldi jaoks, sagedust pole vaja käsitsi reguleerida, võimsuse automaatse kompenseerimise funktsiooniga, vältides võimsuse vähenemist pärast pikaajalist kasutamist. Võib vabalt reguleerida võimsust vastavalt toru materjalile ja suurusele, stabiilne ja minimaalne veamäär, pikendada eluiga kui tavaline elektrikarp.
- Puutetundliku ekraaniga juhtimissüsteemiga PLC, mis pakub sõbralikku töökogemust.
- Valmistatud 304 roostevabast terasest, happe- ja leeliskindlus, korrosioonikindlus.
- Standardvarustuses on peristaltilise pumba täitesüsteem, ülitäpne täitmine ja sobib vedeliku täitmiseks.
- Puudub toru, täitmine, toru, tihendusfunktsioon, mis vähendab masina ja hallituse kadu.
- Nukk-indekseerimissüsteem võiks positsioneerida täpselt kuue tööjaama jaoks.
Näidised


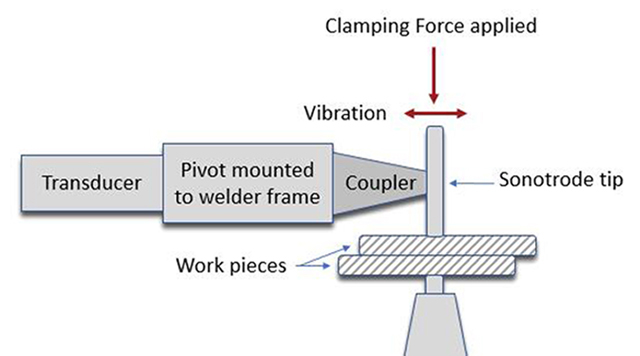
Kuidas ultrahelikeevitus (tihendamine) töötab?
Ultraheli keevitamine on protsess, mida kasutatakse kahe plastosa ühendamiseks tugeva ja viimistletud koostu moodustamiseks. Protsess põhineb kõrgsageduslikul (ultraheli) vibratsioonil, mis genereeritakse ja rakendatakse osadele sarve kaudu. Keevitamine toimub siis, kui vibratsioon neeldub kahe osa vahelises liideses, tekitades hõõrdumist ja põhjustades plasti sulamise. Ultraheli vibratsiooni tekitavad mitmed komponendid, sealhulgas toiteallikas, muundur, võimendi ja helisignaal, mis lõpuks edastavad osadele mehaanilise vibratsiooni.
Toiteallika ülesanne on muundada sissetulev liinipinge (sagedusel 50 või 60 Hz) uueks sageduseks. See elektrienergia saadetakse seejärel muundurisse, mis, nagu nimigi viitab, muundab elektrienergia mehaanilisteks vibratsioonideks. Konverter koosneb piesoelektrilistest keraamilistest ketastest, mis laienevad ja tõmbuvad kokku tarnitava elektrienergia kiirusega. Vibratsiooni suurust nimetatakse amplituudiks, mis muutub konkreetse rakenduse jaoks ultrahelisüsteemi määramisel väga oluliseks. Vibratsioonid edastatakse seejärel võimendi kaudu, mis tavaliselt suurendab amplituudi ettemääratud kordaja võrra, mida nimetatakse ka võimenduseks. Lõpuks edastatakse võimendi väljundamplituud läbi helisignaali, kust saab selle seejärel plastosadele edastada. Konverteri, võimendi ja helisignaali kombinatsiooni nimetatakse tavaliselt ultrahelivirnaks.
Vibratsiooni osadele edastamiseks asetatakse virn ajamisse, mehaanilisse süsteemi, mis rakendab ultrahelikeevituse järgmist kriitilist elementi: jõudu. Täiturmehhanism võib koosneda pneumaatilisest silindrist või muust ajamist, mis juhib virna osani. Täiturmehhanismid sisaldavad sageli muid andureid ja seadmeid, näiteks lineaarkoodereid või koormusandureid, et anda tagasisidet keevitamise ajal. Täiturmehhanism juhib helisignaali osani ja rakendab jõudu, kuni saavutatakse päästikujõud; sel hetkel rakendatakse ultraheli. Seejärel edastatakse vibratsioonid osadele, kus need fokusseeritakse kolmnurksele materjaliterale – tuntud kui "energia suunaja" -, mida võib pidada keevisliidese ohvriks sulanud materjaliks. Kui materjal sulab, lõpetatakse ultraheli vibratsioon ja täiturmehhanism jätkab survet, kuni plast tahkub ja tekib tugev side. Kogu keevitusprotsess algusest lõpuni lõpeb tavaliselt ühe kuni kahe sekundiga.
Nagu mainitud, on ultrahelikeevituse üks olulisemaid elemente virna pakutav amplituud (vibratsioon). Selle põhjuseks on asjaolu, et teatud plastide keevitamiseks on vaja rohkem amplituudi kui teistel. Amorfsed polümeerid (ABS, polükarbonaat, polüstüreen) nõuavad tavaliselt madalat amplituudi, samas kui poolkristallilised (nailon, polüpropüleen) nõuavad keevitamiseks oluliselt suuremat amplituudi.
Kogenud rakendusinsener saab alati töötada selle nimel, et määrata kindlaks õige sagedus ja tööriistade valik antud koostu ja materjalitüübi jaoks.
Ultraheli keevitamine on plastitööstuses laialdaselt aktsepteeritud montaažimeetod mitmesuguste komponentide kokkupanemise rakenduste jaoks kõigil suurematel turgudel: meditsiinis, B&CE, autotööstuses, seadmetes, lausriidest, pakendites ja mujal. Ultraheli keevitamise eelised hõlmavad lühikest tsükliaega, ülitugevaid sidemeid ja kulumaterjalide (st liimide) kõrvaldamist. Kaaludes, kas ultrahelikeevitus on rakenduse jaoks õige, on kõige parem konsulteerida kogenud rakendusinseneriga, et määrata sobiv montaažimeetod.

Sulle võib meeldida
 Rotary Liquid väikese pudeli eeterlike õlide täitmise pudelite sulgemisliin
Rotary Liquid väikese pudeli eeterlike õlide täitmise pudelite sulgemisliin- Klaaspudelite jaoks poolautomaatne lauavaakumkorkimismasin
- Automaatne pulbritigu peenjahu täitmise seadmed
- Süstla märgistamismasin poolautomaatne farmaatsiatööstusele
- Automaatsed tilaga püstised kotid Sojapiima mahla täitmise korgimasin
- Automaatne kosmeetikatoodete torude täitmine ultraheliga sulgemismasin
- Automaatne pöörlev toiduklaasist purkide kahepealine vaakumkorkimismasin
- Automaatne meditsiinilise geeliga süstla täitmismasin
- Automaatne lineaarne 10 peaga gravitatsiooniga täitmismasin
- Automaatne plastpudelite ühe peaga kruvikorgiga masin









